「Excelの試算では目標を達成できるはずなのに、実際に動かしてみると全然違う」——ライン設計におけるこの「ずれ」が、手戻りや追加投資の最大の原因になります。
製造DX・工場DXの文脈で「デジタルツイン」という言葉が注目されていますが、その実践的な入口として最も即効性が高いのが、生産ラインのシミュレーションです。SiemensのPlant Simulationは、離散事象シミュレーション(DES)エンジンを用いて生産ラインをデジタル上に再現し、設備・仕掛かり・人員・搬送といった複合要因をまるごと検証できるツールです。
本記事では、5設備・直列ラインの実例をもとに、Plant Simulationによる生産工程の妥当性検証プロセスをご紹介します。机上計算との差異がなぜ生まれるのか、そしてバッファ容量の最適解をどう導き出すのか、具体的な数値を交えて解説します 。
このコラムで解説する検証プロセスを、実際の画面で確認できます
1. 検証の前提:5設備・直列生産ラインと目標条件
Plant Simulationは、離散事象シミュレーション(DES:Discrete Event Simulation)エンジンを採用した生産ライン向けシミュレーションソフトです。生産ラインのデジタルツインをPC上に構築し、設備・搬送・人員・故障率といった要素を動的に再現することで、実際に設備を導入する前に生産能力を精度高く検証できます。
今回のデモで扱う生産ラインは、設備1〜設備5が直列に並ぶシンプルな構成です。製品は左から右へ順番に加工され、最終工程を通過した時点で完成品としてカウントされます。

| 設備 | サイクルタイム | 稼働率 | 備考 |
|---|---|---|---|
| 設備1 |
36秒
|
90%
|
-
|
| 設備2 |
45秒
|
80%
|
◀ ネック工程(最長CT)
|
| 設備3 |
36秒
|
80%
|
-
|
| 設備4 |
40秒
|
95%
|
-
|
| 設備5 |
40秒
|
90%
|
-
|
稼働条件は 連続稼働10時間、目標生産数620個 です。この構成で本当に目標を達成できるのか——これが検証の出発点です。
2. Excelによる机上計算の結果と落とし穴
まず、従来型のExcel計算で試算してみます。ボトルネックとなる最長サイクルタイムの設備2を基準にすると、以下の式で計算できます。
一見、問題なく目標を達成できそうです。しかしこの計算には、現場で必ず発生するある要素が抜けています。
3. Plant Simulationで生産ラインの同条件を再現した結果
同じ設備スペック・稼働条件をPlant Simulation上でモデル化し、10時間分を高速実行します。製品が設備1から順に流れ、各設備の加工条件と稼働率に従って処理されていく様子が可視化されます。
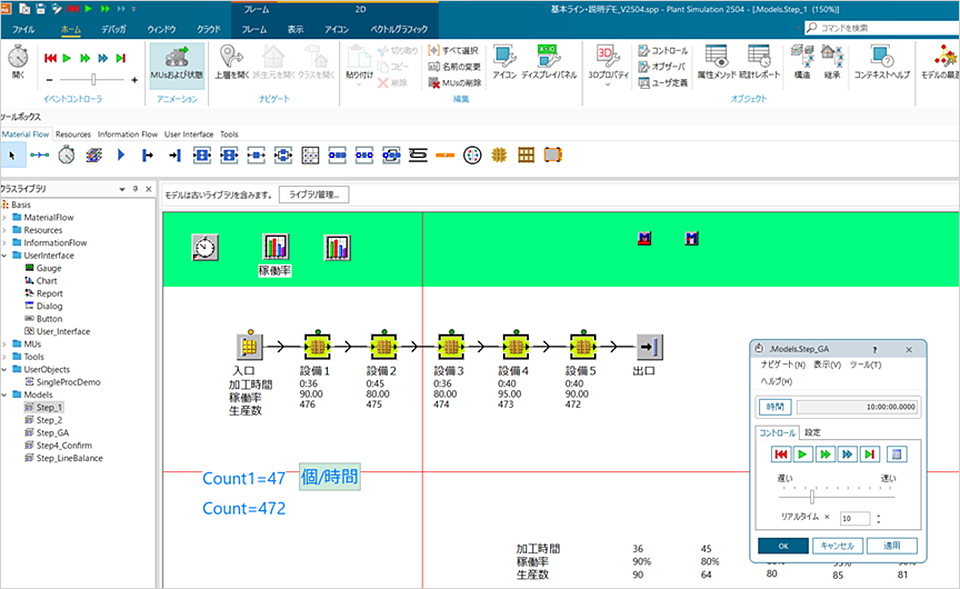
シミュレーション①:同じ設備スペック・稼働条件をPlant Simulation上でモデル化
最初のシミュレーション(仕掛かり置き場なし)の結果は 472個 。Excelの試算から 168個(約26%)少ない という驚くべき結果です。
4. なぜ472個しか作れないのか ― デジタルツインが示した仕掛かりの影響
この差の原因は「設備間の仕掛かり置き場」の有無にあります。
実際の生産現場では、ある設備で加工が終わった製品が、すぐ次の設備に投入されるとは限りません。次工程の空き状況やタイミングに応じて、一時的に仕掛かりとして滞留します。この「待ち」が設備をブロック状態にし、ライン全体のスループットを大幅に低下させます。
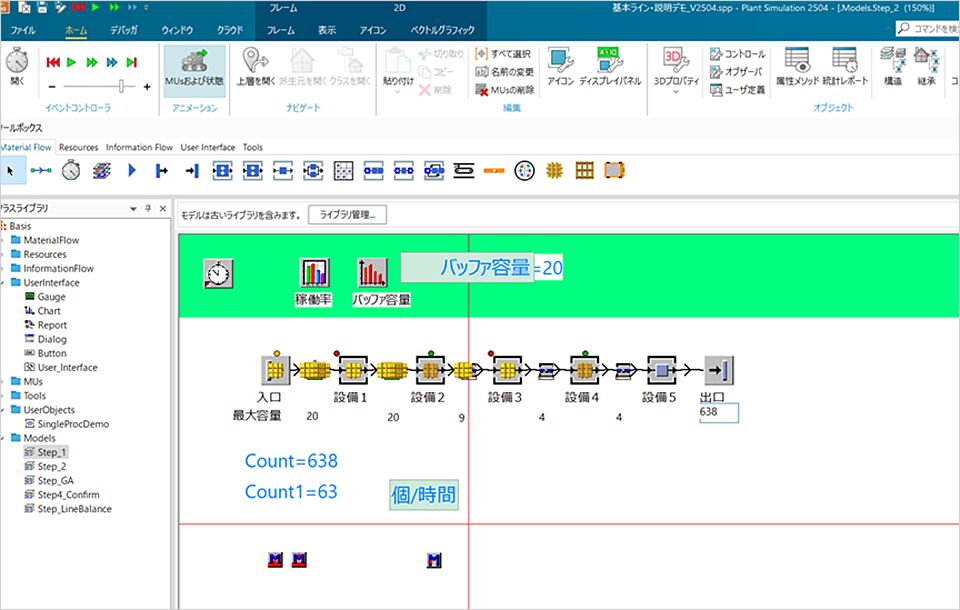
シミュレーション②:仕掛かり仮置き場を追加したモデル
仕掛かり置き場を追加した2回目のシミュレーションでは 638個 を達成。理論値に近い結果が得られました。仕掛かり置き場の有無が、生産数量に約35%の差を生むことが分かります。
目標620個は達成見込み
仕掛かり置き場なし
仕掛かり置き場あり
5. 生産ラインのバッファ容量を最適化 ― 遺伝的アルゴリズムで省スペース化
仕掛かり置き場の「過剰・不足」問題
仕掛かり置き場はスペースを消費します。多すぎれば工場面積を無駄に使い、少なすぎればライン詰まりの原因になります。今回の例では、各工程間の最大容量を仮に20個と設定しましたが、シミュレーション分析により工程間で大きな偏りが発生することが判明しました。
| 工程1→2 | 工程2→3 | 工程3→4 | 工程4→5 | 工程5→出口 | 合計 | |
|---|---|---|---|---|---|---|
| シミュレーション結果 (最大仕掛数) |
20
|
20
|
9
|
4
|
4
|
57
|
特に前工程(工程1→2、工程2→3)にかけて多くの仕掛品が滞留し、後工程にかけては少ない数の仕掛品しか滞留しないという、工程間で大きな偏りが発生することがシミュレーション分析により分かりました。前工程のバッファが実質的に「上限いっぱい」まで埋まっていることから、ここがボトルネックの影響を受けていることが読み取れます。
GAによる自動最適化の仕組み
Plant Simulationに搭載された遺伝的アルゴリズム(GA)最適化機能を使い、以下の条件で最小バッファ容量を探索しました。
- 制約条件:生産数量が目標の620個を下回らないこと
- 最適化目標:仕掛かり置き場の総容量を最小化すること
シミュレーターは数百〜数千パターンを高速で繰り返し探索し、最適解を自動的に導き出します。
最適化結果
| 工程1→2 | 工程2→3 | 工程3→4 | 工程4→5 | 工程5→出口 | 合計 | |
|---|---|---|---|---|---|---|
| 初期設定(仮) |
20
|
20
|
20
|
20
|
20
|
100
|
| GA最適化前 (シミュレーション実績) |
20
|
20
|
9
|
4
|
4
|
57
|
| GA最適化後 |
1
|
5
|
7
|
1
|
1
|
15
|
最適化後の生産数量は 625個(目標620個を満たす)。バッファ総量は初期設定の100マスから 15マスへと85%削減 されました。この結論は人の経験やExcel計算では導き出せない、シミュレーション固有の価値です。
6. 生産ラインのデジタルツイン活用で得られる3つの価値
製造DX・工場DXを推進する上で「デジタルツイン」は理想像として語られがちですが、その第一歩として最も現実的なアプローチが生産シミュレーションです。大規模なIoT基盤を整備する前でも、Plant Simulation(Tecnomatix)があれば設備の仮想モデルを構築し、投資判断に直結する検証を始められます。
実際に設備を導入する前に「作ってから気づく」リスクを排除。今回のデモでは、仕掛かり置き場がなければ目標を26%下回ることを事前に発見できた。
設備性能・仕掛かり・搬送・人員・故障率など複数の要因が絡み合う現象を、Excelでは扱えない粒度で分析できる。
「勘と経験」ではなく数値データで意思決定を支援。バッファ85%削減という具体的な結果を関係部署・経営層に提示できる。
まとめ:生産ライン設計にデジタルツインを取り入れる第一歩
今回のデモを通じて、以下のポイントが見えてきました。
シミュレーションはその「見落とし」を設計段階で発見するための手段です。
デモ動画では、このプロセスをPlant Simulationの実画面を使って順を追って解説しています。生産ラインのデジタルツイン構築の第一歩として、操作感の確認や自社ラインへの応用イメージにぜひご活用ください。
デモ動画
コラムで解説した検証プロセスの全貌は動画でご確認ください。
お問い合わせ
本コラムを読んで、自社ラインへの適用について気になった方はお気軽にご相談ください。
製品ページへ
Plant Simulationの特長や機能、活用シーンについて概要を知りたい方はこちらをご覧ください。
課題ページへ
設計・製造における課題と、バーチャルコミッショニングによる解決策を全体の流れで整理しています。