
Plant Simulationでムダを見つけて最適化。
今まで見えなかった問題をデータ化し、工場全体の改革とその意識醸成を促す
──株式会社アーレスティ栃木様
1台につき約3万点ともいわれる自動車部品の中で、アルミダイカスト製品を手がける株式会社アーレスティ栃木。同社では中長期的に起こり得るEV化の進展を見据え、工場全体の最適化に向けた取り組みを加速させています。経験や勘に頼っていた工程設計から脱却し、計画と現場のギャップを解消するために導入した生産シミュレーションソフトウェア「Plant Simulation」。その導入経緯と実感している効果について伺いました。
本プロジェクトの参加メンバー
株式会社アーレスティ栃木の方々
- 管理主席 志村 浩様
- チーフQAエンジニア 佐藤 剛様
- 鋳造技術課 課長 田上 康博様
- 鋳造技術課 関根 淳史様
- 鋳造技術課 湯澤 亮祐様
- 生産管理課 課長 竹之内 克則様
- 生産管理課 阿部 洋士様
- 鋳造設備課 高野 裕太郎様
株式会社マクニカ
- デジタルインダストリー事業部プロフェッショナルサービス第1部長代理 柏原 駿輔
- デジタルインダストリー事業部プロフェッショナルサービス第4部第1課長 稲垣 智和

- 課題
-
- 経験や勘に頼った工程設計で、計画と現場のギャップが発生
- 過去の失敗事例をもとに対策を講じるも、根本解決には至っていなかった
- フォークリフトの必要台数や動線など、工場全体の最適化ができていなかった
- 目的
-
- 工場全体と個別ラインの両面からシミュレーションを実施
- 計画段階で問題を可視化し、投資の失敗コストを削減
- 現場主導でシミュレーションを内製化し、改善活動を加速
- 効果
-
- 数値化・ビジュアル化により、部署を超えた共通認識が生まれた
- CFTとの連携で検査工程の重複を発見し、改善につなげた
- 部分最適から全体最適へ、レイアウトを俯瞰する視点が醸成された
100年に一度の変革期、工場全体の最適化が急務に
大型アルミダイカストで業界をリードする
志村様:アーレスティ栃木は、自動車部品の一種であるアルミダイカスト製品を主に生産しています。350t〜4,000tという大型の鋳造機を約30台保有しており、日本でも稀に見る大型の鋳造工場として、業界内でも認知されています。手のひらサイズから抱えきれないサイズまでさまざまな製品がある中で、当工場は大型・重量物をメインに生産できることが強みです。

EV化への危機感。ハイブリッド(HEV)で勝負できる今こそ備える
志村様:率直に言うと、EVへの危機感を強く持っています。自動車1台には約3万点の部品が使われていますが、EVでは半分になるともいわれています。当工場は内燃機関、つまりエンジン周りの部品を主に手がけているため、EVへの移行で状況が大きく変わります。長期的にはEVへ移行することは想定されますが、状況の変化は当社にとって大きな変革です。
ただし、足元では世界的なEVの販売台数は若干鈍化しており、日本が得意とするHEVにはまだこれまで培ってきた技術で勝負できる余地があります。EV化が一気に進む前に、冷静に検討できる猶予があると感じています。今のうちに、将来に備えた準備を進めておかねばなりません。
経験や勘に頼っていた工程設計。根本的な対策ができていなかった
田上様:アルミダイカスト製品の製造工程は、鋳造が終わった製品(素材)を鋳造機から出すところから始まります。その後、バリ取りや検査を行ってから、パレットに入れるという流れになります。しかし、製品全体のサイクルタイムよりバリ取りにかかる時間が長く、製品の流れが滞って仕掛品が増えてしまう状態が発生していました。
Plant Simulationを知る前から、過去の失敗をもとに製造工程で起こり得る不具合を事前に洗い出していました。もちろん、対策方法の検討やマニュアルへの落とし込みまできちんと対応していました。
一方で、それらは現場の経験や勘に頼る部分も多く、対策が本当に有効かどうかを事前に検証することは十分にできていませんでした。そのため、根本的な解決には至らず、現場が期待する効果を得られていなかったのです。
良い方法はないかと思っていたときにPlant Simulationを紹介してもらい、「これだ!」と感じましたね。導入前に他のツールを使用・検討したことはなく、まさに渡りに船でした。

「自社でも扱える」という確信が導入の決め手に
失敗できない投資において、根拠を掴めるツールを求めて
田上様:2024年12月頃、従来から取引のあるSiemensからたまたま電話がありました。その際、デジタルツインによって、工程を仮想空間と現実で連携させる手法を聞きました。電動化に向けた部品など新しい製品が増える中で工程が変わることが多く、場合によっては新工場を建てることも想定されます。事前にシミュレーションをしないと、せっかく投資しても立ち上げに失敗し、多大な損失を出しかねません。その懸念を払拭するツールこそ「Plant Simulation」だと、そのときに強く感じたのです。
具体的な事例とKPIへの落とし込みでイメージが湧いた
田上様:正直なところ、マクニカのお二人がいなければ、導入していなかったかもしれません。最初に具体的な導入事例を紹介してもらい、初期段階の作り込み、トレーニング、モデル開発を支援してもらいました。特にありがたかったのは、ロジックツリーを使って現場のKPIまで落とし込むことを教えていただいたことです。「ここで丁寧に伴走してもらえるなら、自分たちでこのツールを使いこなせる」という具体的なイメージが湧きました。
Plant Simulation導入というプロジェクトを、どのように社内で浸透させるかについてもアドバイスをいただきました。その結果、順調に導入が進んでいます。また、導入を先延ばしにした場合のリスクについても説明がありました。製造業界の環境や自社の危機感を実感し、早期導入の必要性を強く認識しました。
2つのモデルで工場全体の最適化に挑む
工場全体と鋳造機1ラインの2つのモデルを構築
関根様:Plant Simulation導入後、早速2つのモデルを構築しました。1つ目は鋳造工場全体のモデル、2つ目は鋳造機1ラインの小規模モデルです。鋳造工場には約30台の鋳造機がありますが、そのうち1台を小規模モデル化してボトルネックの解決に取り組んでいます。

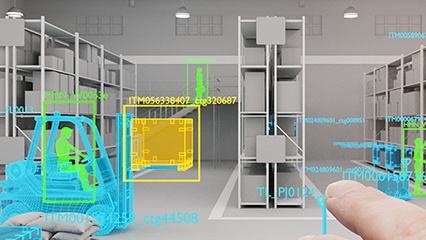
佐藤様:当社の鋳造工場は南北約300メートルと一直線に長い工場です。工場全体をモデル化した目的は、収益改善テーマの中でフォークリフトの台数削減に取り組むためです。フォークリフトの稼働台数が非常に多く、維持費がかかっています。これまで経験則にもとづいて必要台数を管理してきましたが、Plant Simulation導入を機に正確に算出(シミュレーション)することになりました。実際にPlant Simulationのプログラムを走らせると、フォークリフト1台ごとの稼働率が分かるようになり、すぐに削減の方向性が見えてきました。

湯澤様:鋳造機1台の小規模モデルは、インラインにした設備が思うように稼働せず、工程の一部として機能しない問題を解決するために構築しました。設定しているタクトタイムで間に合うのか、現在のレイアウトが最適かどうか分からない状況からスタートしました。まずはモデル構築の勉強も兼ねて1ラインだけモデルを作るところから始め、最適なレイアウトとタクトについて関係部署とやり取りしながら模索しています。現在は方向性が見えてきて、現場で実行してみようという段階になっています。
プログラム未経験から、伴走支援で実装できるレベルに
高野様:Plant Simulationにはグラフィカルで直感的な操作もありますが、高度なシミュレーションを行うにはプログラム(コード)を書く必要があります。当初はそれが難しいと感じていましたが、マクニカから丁寧に指導していただくことで抵抗感がなくなりました。
定期的なサポートに加え、内製でモデル開発を進める際にはチャットベースでやりとりさせていただきました。その情報をもとにモデルを実装するというトライ&エラーで進めました。それまで、プログラミングの経験は鋳造機のPLCのラダー(プログラム)やExcelのマクロ程度です。しかし、基本的なトレーニングを終えた段階で、最低限の操作は自分でできるようになると確信しました。

湯澤様:質問するとすぐレスポンスをいただけたのもありがたかったです。正直、レスポンスに難があるコンサルタントもいるなかでも、マクニカは全くそのようなことがなく、ストレスを感じることなくスムーズに進みました。
各課のエースを揃え、社内浸透を加速させる
田上様:新しい取り組みを効率的に社内で浸透させるには、影響力のあるメンバーが揃っていないと難しいと考えました。いわゆる「◯◯さんがそう言うなら、みんなでやってやろう」という感覚ですね。そこで、社内で顔が知れた各課のエースをプロジェクトメンバーに揃えています。エースが情熱と興味をもってPlant Simulationを伝える立場になれば、他の社員にもすぐに浸透するという確信がありました。
Plant Simulationをどう現場に活用し、どう利益を出すか。あるいは、何をKPIにすべきかマクニカからアドバイスとサポートを受けました。具体例やプロジェクトの進め方を通して、経営と現場をつなぐ視点を知り、利益を出すために現場が持つべきKPIを学びました。Plant Simulationは当社の予算規模からするとそれなりの投資です。効果を最大限にするために分からないことはすべて吸収し、できることはすべてやってやろうという気概で臨んでいます。大きな投資であることや危機感は現場全体でも理解が進んでいます。
数値化とビジュアル化で、現場の意思決定が変わった
既存データの活用と、部署間で埋もれていたデータの発掘
阿部様:シミュレーションするにあたり、まず既存システムのデータを活用しようと考えました。製品情報や生産計画のデータを皮切りに、各部署で持っている製品の細かな情報も集約して活用しようと考えたのです。部署内で抱え込んでいるデータを他部署が把握するのはこれまで難しい状況でしたが、今回の活動を通じてそれらの情報が共有されるようになり、データを集めやすくなりました。
一方、それまで取得していなかったデータは新たに作るしかありません。フォークリフトの動きをシミュレーションするには細かな置き場や許容パレット数などの情報が必要で、現場を見て回りヒアリングして情報を集めました。すると、最短経路を通っていると思っていたフォークリフトが実際は遠回りしていたなど、気付くことが多くありました。今後はフォークリフトにセンサなどを搭載して、自動的に情報収集できる仕組みを検討する必要もあると考えています。
製品の生産状況についても気付いたことがあります。例えば1日操業すれば800個生産できる製品があったとします。しかし、実際の操業では500個程度しか実績がないことがあります。そのギャップには何かしらの原因が隠れているのです。その差に注目して要因を考えるようになったことも、Plant Simulationがきっかけです。

数値化とビジュアル化で「本当の改善」が動き出した
湯澤様:小規模モデルとして作成した鋳造機1ラインが、社内のCFT(クロスファンクションチーム=部署横断チーム)の改善対象でした。CFTにPlant Simulationを紹介したところ、レイアウト最適案の作成を依頼され、一緒に検討を進めました。ボトルネックは検査工程でした。自動検査と目視検査で同じ項目を検査していたと分かり、すぐにシミュレーションで検証した後、現場で実践したのです。
田上様:経験上、CFTでは「話題に上がっても結局やらずに終わる」こともあると感じていました。しかし今回、湯澤が「この工程が◯秒長いからサイクルが長くなっている」と具体的に提示してくれたため、他のメンバーがすぐに改善に取り掛かれました。まさに数値化の効果です。また、検査のメンバーは工程に詳しくないこともあるため、ビジュアル化も大いに役立っています。
部分最適から全体最適へ。レイアウトを俯瞰する視点が生まれた
佐藤様:私は元々鋳造技術課に所属していましたが、工場全体のレイアウトを考えたことはありませんでした。Plant Simulationを導入して工場全体を俯瞰して考えるようになり、無駄なフォークリフトの動線を意識するようになりました。
また、鋳造機など装置を更新する際には「この製品を加工するのはこのエリアだから、このエリアに鋳造機がないとダメ」という根拠にもとづいた議論ができるようになったのもメリットです。
高野様:鋳造設備課ではライン構成装置のスペックを比較検討し、総合のラインスループットを算出します。経験則や個別設備のスペックだけでは、設備を連続稼働させた際の効率低下を正確に予測することは難しいのですが、シミュレーションではライン全体の効率を数値として算出できます。これが、より精度の高い計画立案と安定した実績の確保につながっています。
阿部様:在庫の場所を詳細に特定できるようになり、生産計画を入力すると置き場が溢れないか事前に分かるようになると期待しています。事前把握ができることは大きな進歩です。
見積もり精度の向上という強力な武器
関根様:見積もり段階でシミュレーションを活用することで、リードタイムや必要な鋳造機の台数を事前に正確に把握できます。例えば生産能力として1.5台必要な場合、「必要な鋳造機は2台です」と根拠と自信をもって上層部に提案できるようになりました。今までカンコツの世界で見積もりをしてきましたが、より確実なジャッジができるようになったのは会社全体にとって大きな武器です。
「現場改善の先には営業力強化というメリットがあります。それを積極的に発信して、受注につなげることが大切です」とのアドバイスもマクニカからいただいています。一般的な現場改善やDX推進に留まらず、Plant Simulationの効果を最大限活用していく考えです。
個々の改善を全体最適へ、工場の未来を描く
フォークリフト台数半減からEV対応まで、短期・中長期の目標を見据える
志村様:今後もフォークリフトの動線改善に取り組んでいきます。荷物を積んで持っていった帰りも何か別の荷物を運び、空荷で走る時間を大幅に低減させます。そうすれば現在の半分の台数でも稼働できるかもしれません。このような事例も含めて工場全体の効率化を進めていきたいと考えています。
中長期的にはEV化によって製品サイズがさらに大きくなることで、中間在庫を持たずに完成品まで流すことも想定しています。中間在庫というバッファがなくなることで条件はいっそう厳しくなります。しかし、Plant Simulationによってボトルネックを洗い出し、事前に適切な対策を取れば、私たちならできると自信を持っています。
竹之内様:私は生産管理の責任者として、シミュレーションで最初に取り組んでいる工場内物流に直接関係しています。ただシミュレーションするだけで終わらず、どうやって使いこなして投資効果(利益)に結びつけていくかが重要です。種を植えて育てるだけでなく、収穫までしてはじめて利益が得られることを忘れてはいけません。

グループの基幹工場として他拠点への展開を視野に
志村様:アーレスティ栃木はグループ内の各工場の中でも新しいことに取り組むのが早い方です。今後は栃木を基幹工場としてアーレスティグループ全体にPlant Simulationが展開されていく未来を期待しています。今後2年ほどでツールを意のままに活用できるようにすれば、非常に高い利益貢献ができると実感しています。マクニカには現場の実情を深く理解し、伴走してくれていることに感謝しています。今後も連携を強めながら、価値ある工場の未来を描いていきます。

- 事業内容
- ダイカスト製品製造・機械加工・部品組付 ほか
- 設立
- 1971年3月
- 従業員数
- 444名(2022年3月末現在)
PRODUCT/SERVICE
本事例の関連製品・サービスはこちらから
シーメンス Tecnomatix「Plant Simulation」
Siemens Plant Simulationはモノ・人の流れをシミュレーションし、工場のKPIを見える化・最適化することができます。生産性の向上、設備・人の稼働率向上、ボトルネックの発見と改善、在庫の削減を実現します。
CONTACT
本事例、製品の導入に関するご相談など、お気軽にお問合せください。