- Semiconductor BusinessHOME
- Products and Services of Macnica,Inc.
-
technical information

-
Events and Seminars
- Handling Manufacturer
- Support
- Inquiry
- Click here to purchase products
- Semiconductor business e-mail magazine registration
![]()
![]() Narrow down by specifying conditions
Narrow down by specifying conditions
現在2182件がヒットしています。check
Typical patterns of failure in outsourcing the development of electronic devices
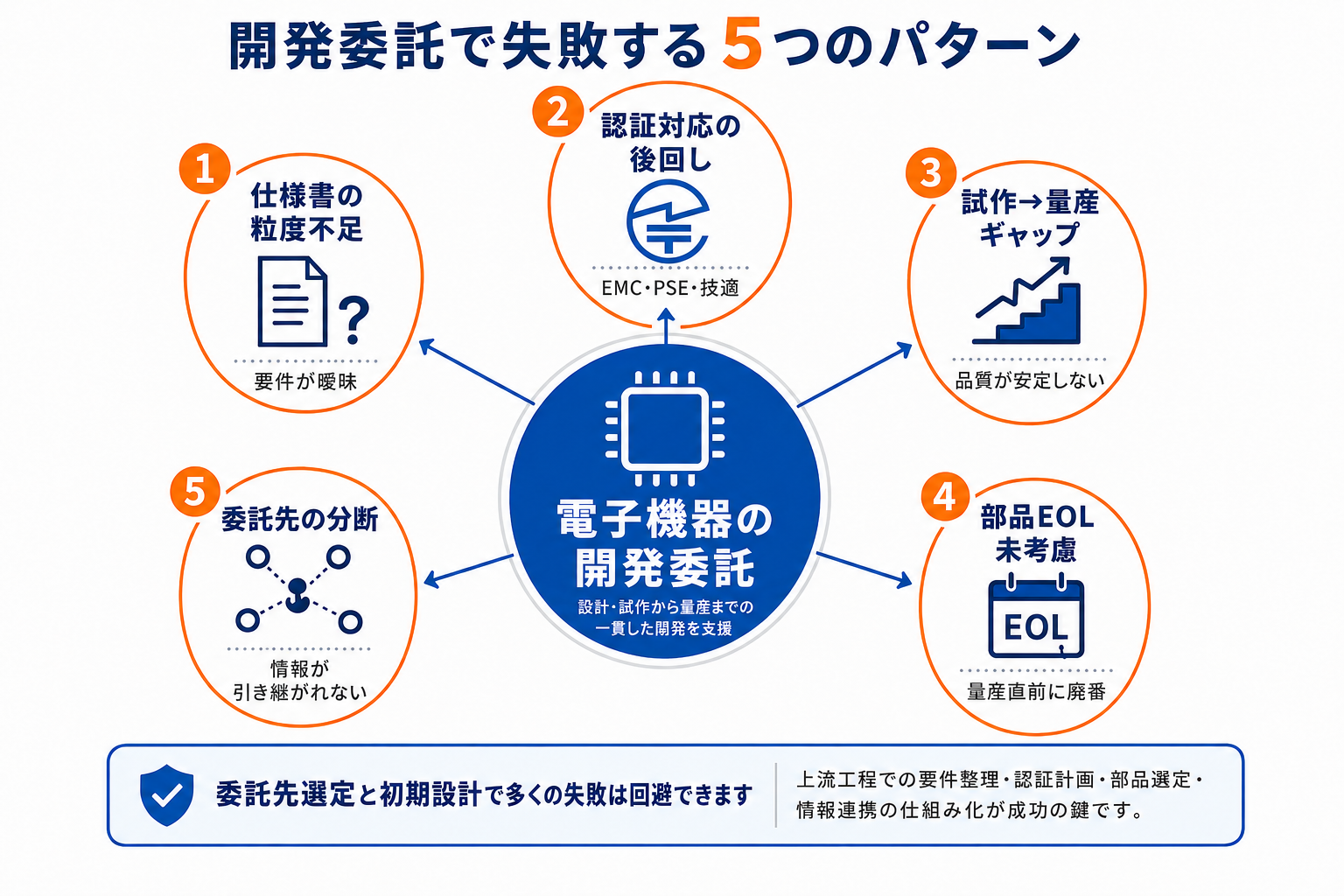
When outsourcing the development of electronic equipment, you may encounter unexpected problems depending on the contractor, which can cause development to take longer than anticipated. In the worst-case scenario, it could even lead to abandoning the project altogether. The patterns of failure when outsourcing the development of electronic equipment can be broadly categorized into the following five points.
1. Insufficient granularity in the specifications: This can lead to situations where "the final product is different from what was expected."
2. Delaying certification: Failing tests such as EMC, Radio Law, andPSEresults in having to redesign the product.
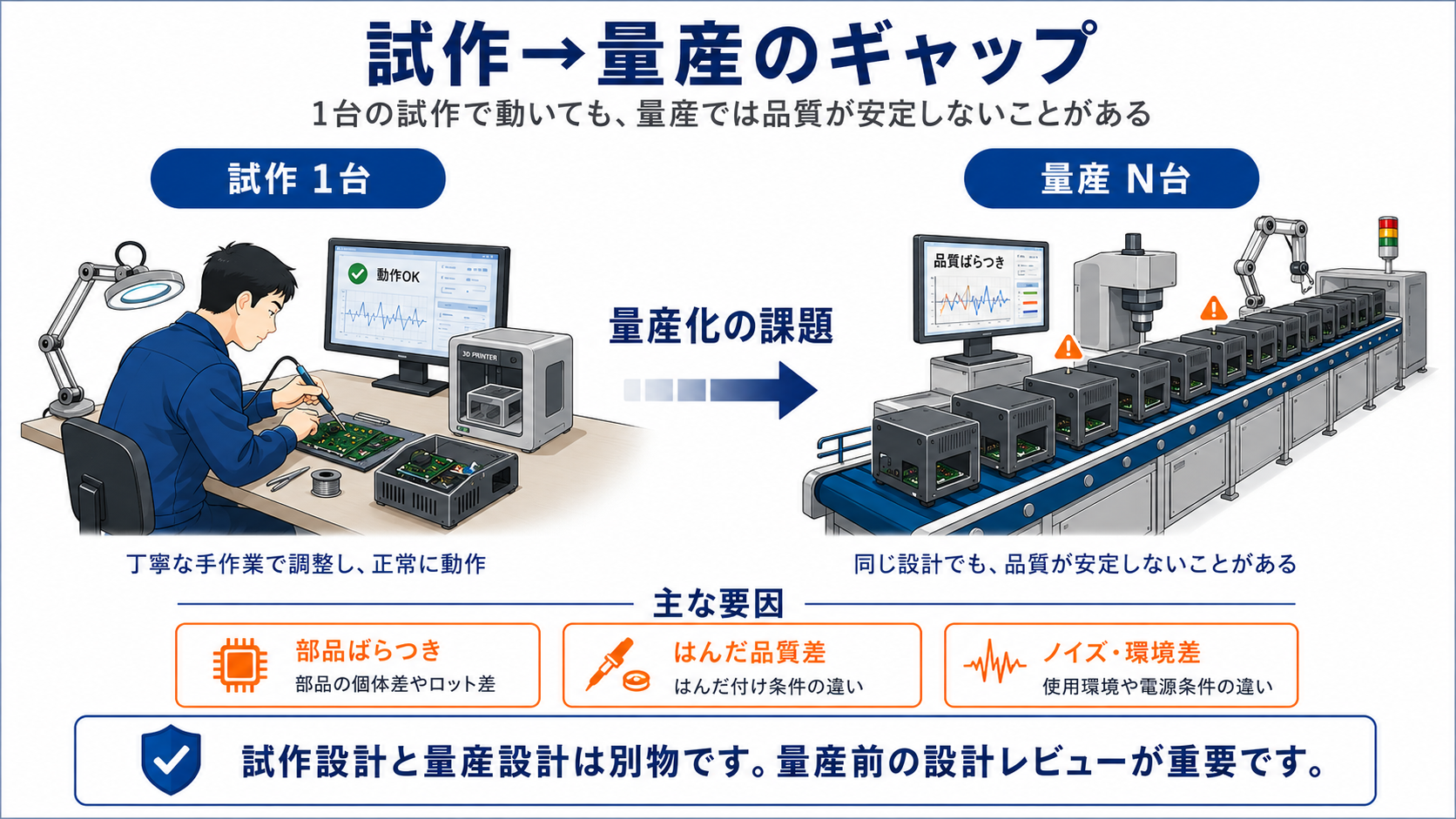
3. Prototype-to-mass production gap: A design that worked fine in oneunit may not achieve stable quality in mass production.
4. Failure to consider component end-of-life (EOL): Components are discontinued just before mass production, requiring the entire product to be redesigned.
5. Disruption of subcontractors: Design and manufacturing are handled by separate companies, leading to a lack of information transfer and resulting in accidents.
Many of these failures stem not from a lack of technical expertise on the part of the contractor, but from problems with the "method of outsourcing" and the "selection of the contractor." Most of these can be avoided if these issues are addressed beforehand. This article explains five common failure patterns observed by Macnica Manufacturing Consulting (MonoCon®) through supporting its clients, using real-world examples and data. At the end of the article, we also provide a 10-item checklist that can be used directly when selecting a contractor.
Please also refer to our related article, "How to Choose the Right Outsourcing Partner for Product Development: Differences Between OEM, EMS, and ODM, and Your Options Beyond That."
Three forms of development outsourcing and the areas each falls short of.
[Comparison Table ①] Differences between in-house development, EMS, and one-stop services
|
Comparison item |
In-house development |
EMS (manufacturing contract) |
One-stop type |
|---|---|---|---|
| Compatible range | We handle all processes in-house. | Manufacturing and assembly are the main focus. | From conception to design, prototyping, mass production, and procurement – a fully integrated process. |
| Is a specification document necessary? | Created in-house | Required (detailed drawings) | Consultations are welcome even if the details are not yet finalized. |
| Authentication support | We will handle it in-house. | Basically not included | Incorporated from the design stage |
| Component EOL risk | In-house monitoring | Basically not included | Early detection through the information network of semiconductor trading companies |
| Prototype to mass production gap | We will handle it in-house. | We're good at mass production, but design is a different story. | We provide integrated design management from prototyping to mass production. |
| Risk of disruption to outsourced partners | none | Yes (design is done by a separate company) | None (Single point of contact) |
| Suitable companies | Large companies with strong design capabilities | Designed and manufactured by outsourcing. | Lack of design skills / Want to solve multiple problems simultaneously |
In fact, Macnica has received inquiries from clients who were turned down by a software specialist who said, "We don't know anything about hardware," and another electronics company who said, "We can't manufacture without specifications." This is a classic pitfall where outsourcing is divided by function—software only, hardware only, or mass production only—and the series of decisions required to "make an electronic device a viable product" become no one's responsibility.
Failure Pattern 1: Insufficient granularity in the specifications → "It's different from what was expected" occurs.
How to fail
If the specifications provided to the contractor are too vague, the contractor will interpret them independently and proceed with the design, only realizing that the finished product is different from what was expected. The following cases are particularly common:
- Omission of information regarding operating temperature range and environmental resistance (waterproof rating, etc.)
- Design started with unclear communication specifications (Wi-Fi/BLE/LTE selection).
- Requirements for UI operation and feedback (LEDs, sound, vibration) are undefined.
- Insufficient description of the intended usage environment (factory, outdoors, wet areas, etc.)
Workaround
Creating a perfect specification document isn't the right approach. Rather, it's crucial to clearly identify the parts of the specification that aren't yet finalized and then work with the contractor to refine those details.
- List confirmed requirements and unconfirmed requirements separately.
- For items that are not yet finalized, clearly state "We are seeking proposals from the contractor."
- Agree in advance on the timing of regular design reviews.
Failure Pattern #2: Delaying authentication implementation → Millions of yen in losses due to redesign.
How to fail
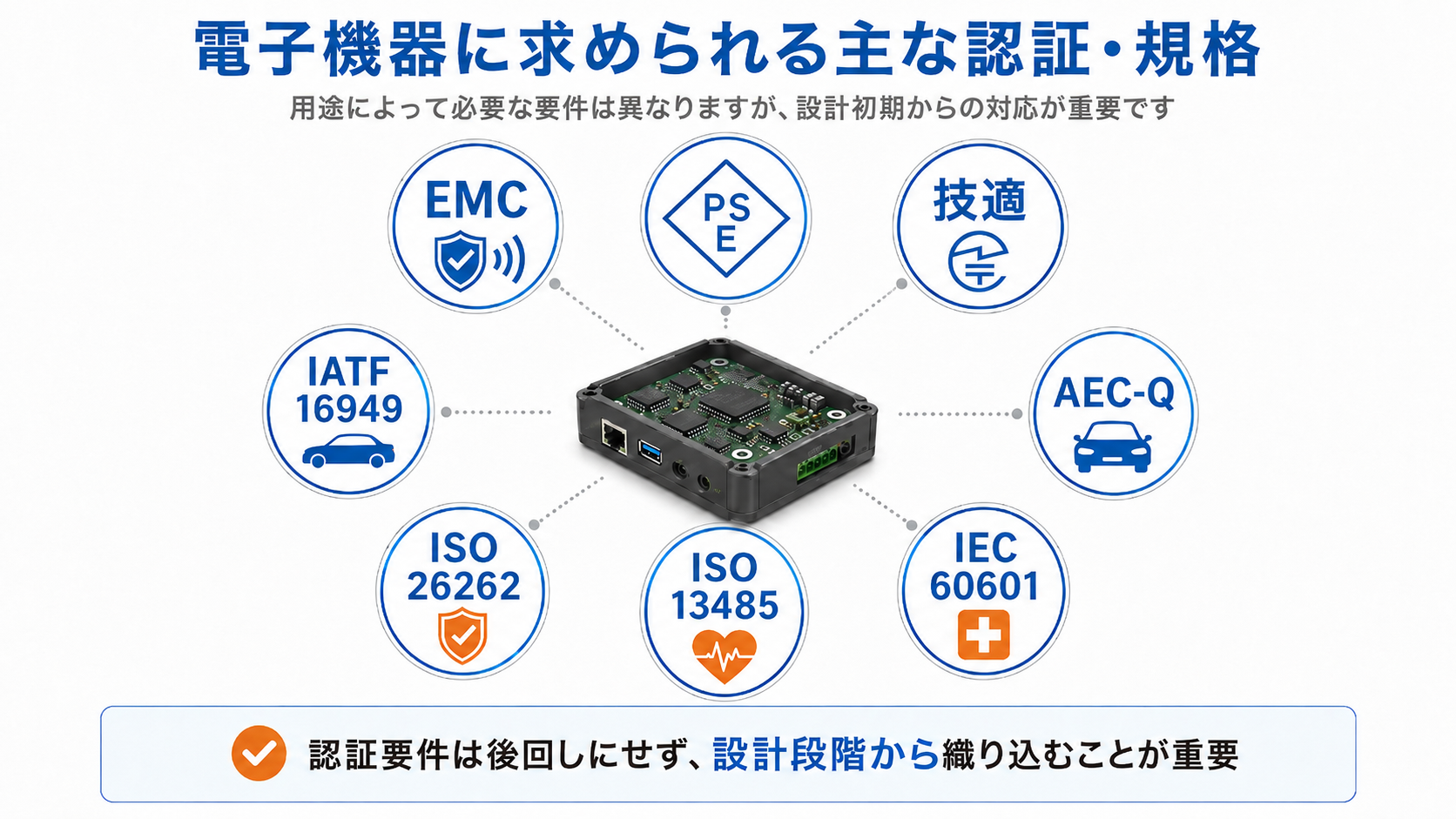
The idea of "let's build something that works first and then think about certification" is one of the most costly mistakes you can make. Electronic devices have certification requirements depending on their application, and if you use components or circuit designs that do not meet these requirements, you will have to start over from the circuit board design once you fail the test.
• General equipment: EMC (Electromagnetic Compatibility) / Radio Law / PSE (Electrical Appliances and Materials Safety Act)
• Automotive equipment: IATF 16949 (Quality) / AEC-Q (Reliability) / ISO 26262 (Functional Safety)
Medical devices: ISO 13485/IEC 60601
Especially in automotive and medical devices, the certification requirements are numerous, so overlooking even one during the design phase could result in wasted development costs ranging from several million to tens of millions of yen.
Workaround
Please view certification as the "starting point" of your design, not the "goal."
・ We identified certification requirements from the PoC stage and reflected them in component selection. ru
・ Choose a contractor with a proven track record of obtaining certifications (ask, "How many certifications have you obtained?").
・ For wireless-enabled devices, priority will be given to using certified modules that have already undergone technical compliance testing. ru
Failure Pattern 3: The prototype worked, but the quality remained inconsistent during mass production.
How to fail
In prototyping, one unit is carefully tuned and its operation is verified, but in mass production, variations in component batches, differences in manufacturing environment, and differences in soldering quality occur. A design that "worked in the prototype" does not necessarily work in mass production.
As an example, in a project involving IoT sensors for disaster prevention equipment, two prototype units that worked fine in the development lab malfunctioned at the customer's site. The causes were a failure in the LTE module's response and a broken power supply line that occurred during shipping and packaging. Problems that did not occur in the development lab occurred at three stages: transportation, installation, and the outdoor environment.
The cost impact is also significant. In one project, it was necessary to switch from a Raspberry Pi (unit cost approximately 4,000 yen) to a mass-production circuit board (target unit cost 15,000 yen) during the prototyping stage. Development costs up to the prototyping stage alone amounted to 6 million yen, with several million yen more incurred for the transition to mass production. The cost of converting "it worked in the prototype" to "it can be reproduced in mass production" is far greater than one might imagine.
Workaround
"Mass production design" is a different design process from "prototype design."
- Incorporate component variations (tolerances) during the design phase.
- Manufacturing tests (inspection specifications) are formulated simultaneously with the design.
- A mass production design review must be conducted when transitioning from prototyping to mass production.
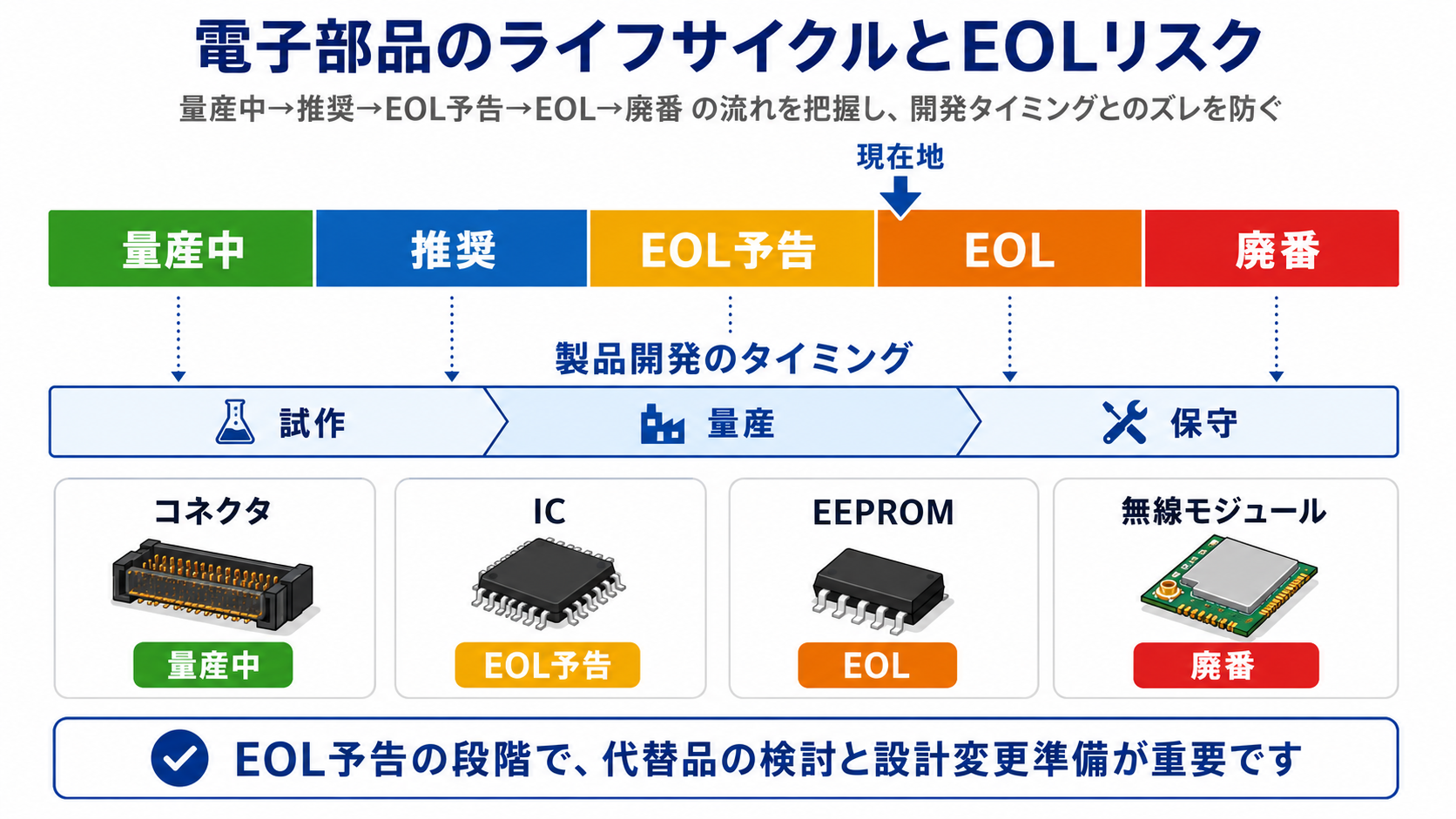
Failure Pattern ④: Parts reach end-of-life (EOL) just before mass production → The entire product has to be remade.
How to fail
Receiving an End of Life (EOL) notification for a component selected during the prototyping phase just as mass production begins is one of the most troublesome problems in electronics development. The following components, in particular, have a high EOL risk:
• Communication module (Wi-Fi/BLE chip lifecycle is approximately 2-5 years)
• Application-specific ICs (the smaller the production volume, the faster the end-of-life).
• Connectors and passive components (frequent changes in shape or discontinuation)
Workaround
Make the end-of-life (EOL) risk "visible" during the component selection stage.
- Create a list of the lifecycle status of selected parts (in mass production/recommended/end-of-life (EOL) not yet announced/discontinued).
Identify alternative candidates (second sources) in advance.
- Establish a system with our contractor to monitor PCN (Product Change Notification) from component manufacturers.
- Choose a contractor that works in conjunction with semiconductor trading companies → This allows for early access to EOL information and smoother proposal of alternative products.
Failure Pattern 5: Design and manufacturing are handled by separate companies, leading to a lack of information.
How to fail
When outsourcing is fragmented, such as "design by company A, circuit board manufacturing by company B, enclosure by company C, and testing by company D," information is lost during the handover between phases. In one actual project, the contractor for the prototype stage was unable to meet mass production quality standards, necessitating the search for a different partner for mass production. Changing contractors requires a significant amount of effort to transfer design intent and re-agreed on quality standards.
Furthermore, caution is necessary when changing subcontractors for repeat projects. In one project, when transitioning from an existing partner to a different subcontractor, "pay attention to the impact of changes (parts changes due to customer selection, change of subcontractor)" was explicitly included as a handover item. Switching subcontractors is a risk point in itself.
Workaround
The ideal solution is a single point of contact. A system where one point of contact, capable of making technical decisions from design to manufacturing, manages all partners, minimizes risk.
▶ In one project for a certain equipment manufacturer, they faced five challenges simultaneously: ① End-of-Life (EOL) support, ② Cost reduction, ③ Insufficient design resources, ④ Increased procurement burden, and ⑤ Direct overseas delivery. MonoCon® provides a seamless service from planning to hardware, circuit boards, software, testing, enclosure, and mass production, handling everything through their own point of contact. This eliminated the need to manage multiple vendors separately.
[Comparison Table ②] Quick Reference Guide to 5 Failure Patterns
|
# |
Failure patterns |
Typical symptoms |
Main cause |
The key to avoidance |
|---|---|---|---|---|
| ① | The specifications lack sufficient granularity. | "The result was different from what we expected." | No distinction made between confirmed and unconfirmed. | Clearly identify any uncertain parts and finalize the details with the contractor. |
| ② | Delaying authentication support | I failed the exam and had to redo the design. | Certification requirements were overlooked during the PoC (Proof of Concept) phase. | Place certification requirements at the starting point of the design. |
| ③ | Prototype to mass production gap | Quality is unstable in mass production. | The prototype design only reaches the "final draft" stage. | A separate design will be created for mass production. |
| ④ | Part EOL not considered | Part discontinued just before mass production. | Absence of lifecycle management | Identifying alternative products + a system for collaborating with trading companies |
| ⑤ | Division of the contractor | Accidents during handover and shifting blame | Multiple points of contact lead to information disconnection. | Bring everything together into one point of contact. |
Areas covered by Macnica MonoCon®
These are the areas of support provided by MonoCon® for five common failure patterns.
- We select and combine the most suitable partners from our co-creation network of 26,000 companies and our 150 domestic and international collaboration partners.
- With a global network of 91 locations in 28 countries, we select the optimal mass production factory both domestically and internationally (including direct overseas delivery).
- We can also collaborate with domestic factories specializing in small-batch, high-mix production (strong in small-lot prototyping to mass production startup).
- Contract terms and cost structure based on long-term support
- With over 30 years of experience in various industries including fashion, food, housing, retail, home appliances, factory automation, building equipment, logistics, and healthcare, we can provide consultations regardless of your industry.
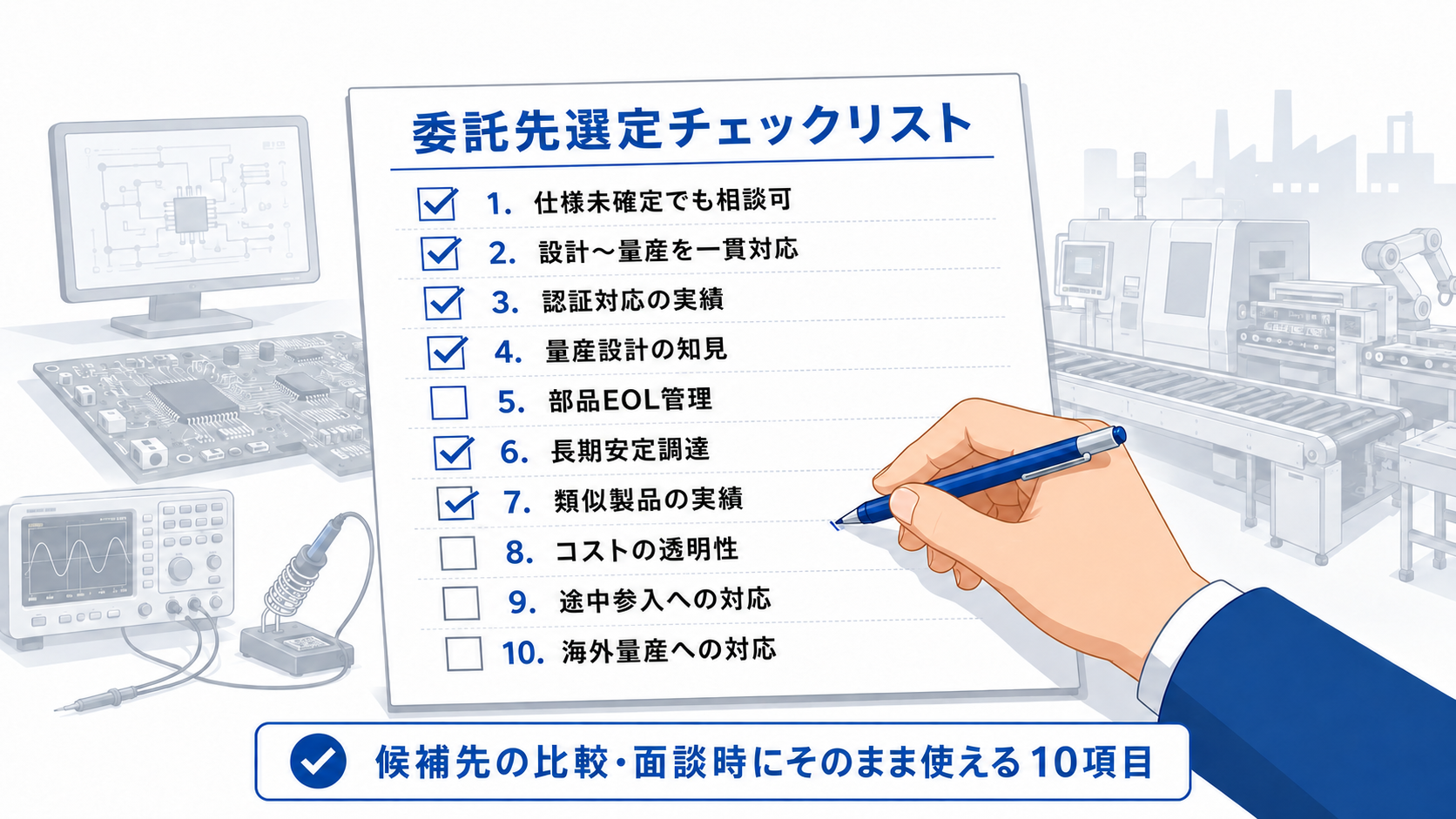
[Comparison Table ③] 10-Item Practical Checklist for Selecting a Contractor
Please use this when interviewing potential contractors.
| # | Check items | Questions to confirm |
|---|---|---|
| 1 | Can I consult with you even if the specifications are not yet finalized? | "Can I consult with you even if I don't have drawings or specifications?" |
| 2 | Do they offer integrated support from design to prototyping to mass production? | "Which phases of the process can you handle?" |
| 3 | Do you have a track record of obtaining certifications? | "What are your certification records for EMC, Radio Law, PSE, IATF, AEC-Q, ISO26262, etc."? |
| 4 | Do you have expertise in mass production design? | "Do you conduct design reviews that take into account component variations?" |
| 5 | Can we manage the end-of-life (EOL) risk of components? | "Do you have a system in place for early access to EOL information and for proposing alternative products?" |
| 6 | Can we ensure a long-term, stable supply of parts? | "What is the basis for being able to stably procure the necessary quantity for mass production over a 5-year or 10-year period?" |
| 7 | Do you have experience developing similar products? | "Could you show us your development track record in IoT/wireless/sensors, etc." |
| 8 | Is the cost structure transparent? | "To what extent will the breakdown of the estimate be disclosed? What are the cost rules for specification changes?" |
| 9 | Can they accommodate mid-way entry or changes in contractors? | "Is it possible to transfer existing design data?" |
| 10 | Can it handle mass production overseas and return to domestic production? | "Do you have a system in place for selecting mass production plants both domestically and internationally?" |
Frequently Asked Questions (FAQ)
Q1. What is the average cost of outsourcing the development of electronic devices?
The cost varies greatly depending on the scale and complexity of the development. While some prototype development can be done for around 1 million yen, others, with complex specifications, may require nearly 10 million yen just for prototyping. Furthermore, mass production incurs additional costs. We will first conduct a consultation and then provide a rough estimate.
Q2. What is the difference between EMS and ODM (Original Design Manufacturing)?
EMS primarily involves "outsourcing the manufacturing process," where you provide design drawings and entrust the manufacturing to the supplier. ODM allows you to outsource from the design stage, making it effective when your company lacks design resources. However, both assume that "specifications are in place." If you need support from the stage where specifications are not yet finalized, a one-stop partner (such as a manufacturing consultant) is more suitable. For more details, please refer to "How to Choose the Right Partner for Product Development Outsourcing to Avoid Mistakes."
Q3. Can you handle the entire process from PoC (proof of concept) to mass production through a single contractor?
Yes. Macnica 's MonoCon® provides one-stop support from idea-stage proof-of-concept testing to product design, selection of mass production plants, parts procurement, and mass production launch. This helps you avoid the "valley of death" where you might have to switch contractors midway through the process.
Q4. Can you accommodate a change in the development contractor midway through the project?
Yes, it is possible to join the project midway by taking over existing design data. We will review your current design data and propose a transfer plan. We also handle partial requests, such as mass production of circuit boards designed by another company, or evaluation and certification only. Since changing contractors inherently involves a "point of change," we proceed only after carefully developing a handover plan.
Q5. Can you accommodate overseas mass production or reintroduction to domestic production?
Yes. Macnica has a global network of 91 locations in 28 countries, and we can select the optimal mass production plant both domestically and internationally, and handle direct delivery overseas. We also have cases where production has been brought back to Japan due to geopolitical risks.
Summary
The reason for failure in outsourcing the development of electronic devices is not a lack of technical expertise on the part of the outsourcing partner, but rather the "method of outsourcing" and the "selection of the outsourcing partner." Let's review five common failure patterns.
1. The specifications lack sufficient granularity. → Separate confirmed and unconfirmed items and finalize the details with the contractor.
2. Delaying authentication support → Incorporate certification requirements into the design from the PoC (Proof of Concept) stage.
3. Prototype to mass production gap → Design with mass production in mind from the very beginning.
4. End-of-Life (EOL) of parts → Check the lifecycle during the selection phase and identify alternatives.
5. Division of the contractor → Consolidate the point of contact to prevent information disconnection.
Checking these points in advance will significantly increase the chances of a successful development outsourcing project. Please make use of the 10 items on this checklist when selecting a development partner.
Related article
- How to Choose the Right Outsourcing Service for Product Development: Differences Between OEM, EMS, and ODM, and Your Options Beyond That.
- Turning ideas into reality: Proof of concept (PoC) support
- Pitfalls to avoid and the realities from prototype development to mass production
- Establish a mass production supply system that leads to business success
- Successful cases of domestic reshoring of outsourced manufacturing: Countermeasures for geopolitical risks and business reform
- "Manufacturing consultation" based on an idea