
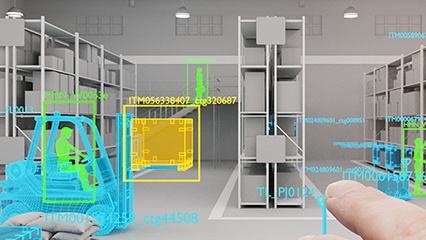
Find waste and optimize using Plant Simulation.
By digitizing previously unseen problems, we can promote reforms throughout the factory and foster awareness of these issues.
--Arresti Tochigi Co., Ltd.
Aresti Tochigi Co., Ltd., which handles aluminum die-cast products among the approximately 30,000 automotive parts that make up a single vehicle, is accelerating its efforts to optimize its entire factory in anticipation of the medium- to long-term advancement of electric vehicles (EVs). To move away from process design that relied on experience and intuition, and to bridge the gap between planning and on-site operations, they introduced the production simulation software "Plant Simulation." We interviewed them about the reasons for its introduction and the effects they have experienced.
Participating members of this project
To the staff of Aresti Tochigi Co., Ltd.
- Mr. Hiroshi Shimura, Chief Administrator
- Chief QA Engineer, Takeshi Sato
- Mr. Yasuhiro Tagami, Head of the Casting Technology Department
- Mr. Atsushi Sekine, Casting Technology Department
- Ryosuke Yuzawa, Casting Technology Department
- Mr. Katsunori Takenouchi, Head of Production Management Department
- To Mr. Hiroshi Abe, Production Management Department
- Yutaro Takano, Casting Equipment Department
Macnica
- Shunsuke Kashiwabara, Deputy General Manager, Professional Services Division 1, Digital Industry Business Unit
- Tomokazu Inagaki, Section Chief, 1st Section, Professional Services Department 4, Digital Industry Division

- Task
-
- Process design relies on experience and intuition, leading to gaps between the plan and the actual work on site.
- Although countermeasures were taken based on past failures, a fundamental solution had not been reached.
- The entire factory, including the required number of forklifts and their workflow, had not been optimized.
- Purpose
-
- Simulations were conducted from both the perspective of the entire factory and individual production lines.
- Visualize problems during the planning stage and reduce the cost of investment failures.
- We're taking a field-led approach to internalizing simulations and accelerating improvement activities.
- effect
-
- Quantification and visualization have created a shared understanding across departments.
- By collaborating with CFT, we identified redundancies in the inspection process and used them to make improvements.
- From optimizing individual parts to optimizing the whole, a perspective that allows for a comprehensive overview of the layout has been fostered.
In this once-in-a-century period of transformation, optimizing the entire factory is an urgent necessity.
Leading the industry in large-scale aluminum die casting.
Mr. Shimura: Aresti Tochigi primarily produces aluminum die-cast products, a type of automotive part. We own approximately 30 large casting machines ranging from 350t to 4,000t, and are recognized within the industry as one of the largest foundries in Japan. While we handle a wide range of products, from palm-sized to oversized, our strength lies in our ability to primarily produce large and heavy items.

A sense of urgency regarding the shift to electric vehicles. Now is the time to prepare, as we can compete with hybrid electric vehicles (HEVs).
Mr. Shimura: To be frank, I feel a strong sense of crisis regarding EVs. A single car uses approximately 30,000 parts, but it is said that this number will be halved in an EV. Our factory mainly handles internal combustion engines, that is, engine-related parts, so the situation will change drastically with the transition to EVs. While a long-term transition to EVs is anticipated, this change in circumstances represents a major transformation for the Company.
However, global EV sales have slowed slightly recently, and there is still room for Japan to compete with the HEV technology it has cultivated so far, which is an area in which it excels. I feel that we have time to calmly consider the situation before the shift to EVs accelerates rapidly. Now is the time to prepare for the future.
The process design relied on experience and intuition; fundamental countermeasures were not in place.
Mr. Tagami: The manufacturing process for aluminum die-cast products begins with removing the finished product (raw material) from the casting machine. After that, deburring and inspection are performed before the product is placed on a pallet. However, the time spent on deburring was longer than the overall cycle time for the product, causing delays in the product flow and increasing the amount of work in progress.
Even before learning about plant simulation, we were proactively identifying potential problems in the manufacturing process based on past failures. Of course, we were also properly addressing these issues, from considering countermeasures to incorporating them into manuals.
On the other hand, these measures relied heavily on on-site experience and intuition, and it wasn't possible to adequately verify beforehand whether the countermeasures were truly effective. As a result, they didn't lead to a fundamental solution, and the effects that the field staff expected were not achieved.
I was looking for a good solution when I was introduced to Plant Simulation, and I thought, "This is it!" I hadn't used or considered any other tools before implementing it, so it was truly a godsend.

The conviction that "we can handle it ourselves" was the deciding factor in its adoption.
In investments where failure is not an option, I seek tools that provide a solid foundation.
Mr. Tagami: Around December 2024, I happened to receive a call from Siemens, with whom we have had a long-standing business relationship. At that time, I learned about a method of linking processes in a virtual space and reality using digital twins. As new products such as parts for electrification increase, processes often change, and in some cases, it may be necessary to build a new factory. Without prior simulation, even after investing, the launch may fail, potentially resulting in significant losses. I strongly felt at that time that "Plant Simulation" was the tool to alleviate that concern.
The concrete examples and their application to KPIs helped me visualize it.
Mr. Tagami: To be honest, we might not have implemented it without the two of you from Macnica. You first introduced us to concrete implementation examples and supported us with the initial setup, training, and model development. What we were particularly grateful for was being taught how to use logic trees to break it down to our on-site KPIs. It gave us a concrete image of how we could master this tool ourselves if we received careful guidance here.
We also received advice on how to successfully implement the Plant Simulation project within our company. As a result, the implementation is progressing smoothly. We were also given an explanation of the risks of delaying the implementation. This made us realize the environment in the manufacturing industry and the sense of urgency within our own company, and we strongly recognized the need for early implementation.
We're tackling the optimization of the entire factory with two models.
We built two models: one for the entire factory and another for a single casting machine line.
Mr. Sekine: After introducing Plant Simulation, we immediately built two models. The first is a model of the entire foundry, and the second is a small-scale model of one casting line. The foundry has about 30 casting machines, but we are working to solve the bottleneck by creating a small-scale model of one of them.

Mr. Sato: the Company foundry is a long, straight factory, approximately 300 meters from north to south. The purpose of modeling the entire factory was to address the reduction in the number of forklifts as part of our revenue improvement efforts. We have a very large number of forklifts in operation, which results in high maintenance costs. Until now, we had managed the required number of forklifts based on empirical rules, but with the introduction of Plant Simulation, we decided to calculate (simulate) them accurately. When we actually ran the Plant Simulation program, we were able to see the utilization rate of each individual forklift, and the direction for reduction became clear very quickly.

Mr. Yuzawa: The small-scale model with one casting machine was built to solve the problem of the inline equipment not operating as expected and not functioning as part of the process. We started from a situation where we didn't know if we could meet the set cycle time or if the current layout was optimal. First, we started by creating a model of just one line, also as a way to learn how to build models, and we are exploring the optimal layout and cycle time while communicating with the relevant departments. Now we have a clearer direction and are at the stage of trying to implement it on-site.
From no prior programming experience to a level where you can implement programs through hands-on support.
Mr. Takano: Plant Simulation has graphical and intuitive controls, but to perform advanced simulations, you need to write programs (code). At first, I found that difficult, but thanks to the careful guidance from Macnica, I no longer felt intimidated.
In addition to regular support, we communicated via chat when developing the model in-house. We proceeded with a trial-and-error approach, implementing the model based on that information. Prior to that, my programming experience was limited to ladder logic (programming) for casting machine PLCs and Excel macros. However, after completing the basic training, I was confident that I could perform the minimum operations on my own.

Mr. Yuzawa: I was grateful that I received immediate responses to my questions. To be honest, while some consultants have difficulty responding, Macnica was completely different, and everything proceeded smoothly without any stress.
By bringing together the top performers from each department, we can accelerate the company's adoption.
Mr. Tagami: I thought that in order to efficiently implement a new initiative within the company, it would be difficult without influential members. It's the kind of feeling where people say, "If so-and-so says so, let's all do it." So, we assembled a team of top performers from each department who are well-known within the company as project members. I was confident that if these top performers were in a position to convey Plant Simulation with passion and interest, it would quickly spread to other employees.
We received advice and support from Macnica on how to utilize Plant Simulation in the field and how to generate profits, as well as what KPIs we should use. Through concrete examples and project management methods, we learned about the perspective that connects management and the field, and learned about the KPIs that the field should have in order to generate profits. Plant Simulation is a considerable investment given the size of the Company budget. In order to maximize its effectiveness, we are determined to absorb everything we don't understand and do everything we can. The entire field team is increasingly aware of the significant investment and the sense of urgency involved.
Quantification and visualization have changed on-site decision-making.
Utilizing existing data and uncovering data that was hidden between departments.
Mr. Abe: When we started the simulation, we first thought about utilizing data from existing systems. We began with product information and production plan data, and then decided to collect and use detailed product information held by each department. It had been difficult for other departments to understand the data that each department was holding, but through this activity, that information has become more shared, making it easier to collect data.
On the other hand, we had no choice but to create new data that we hadn't acquired before. To simulate the movement of forklifts, we needed detailed information such as storage locations and the number of pallets that could be handled, so we went around the site and conducted interviews to gather information. As a result, we noticed many things, such as forklifts that we thought were taking the shortest route actually taking a roundabout route. In the future, we think it will be necessary to consider a system that can automatically collect information by equipping forklifts with sensors and other devices.
I've also noticed something about product production. For example, let's say there's a product that can produce 800 units in a day. However, in actual operation, only about 500 units are produced. There must be some underlying cause behind that gap. Plant Simulation was the catalyst for me to start paying attention to that difference and thinking about the contributing factors.

Quantification and visualization have set in motion "real improvements."
Mr. Yuzawa: A single casting machine line, which we created as a small-scale model, was the target for improvement by our in-house CFT (Cross-Functional Team). When we introduced Plant Simulation to the CFT, they asked us to create an optimal layout plan, and we proceeded with the discussion together. The bottleneck was the inspection process. We found that the same items were being inspected using both automated and visual inspection, so we immediately verified this with simulation and then implemented it on-site.
Mr. Tagami: From my experience, I felt that in CFT, sometimes things are discussed but ultimately never done. However, this time, Mr. Yuzawa specifically pointed out that "this process is X seconds too long, which is why the cycle is long," so the other members were able to start working on improvements immediately. This is truly the effect of quantification. Also, since the inspection members are not always familiar with the process, visualization is extremely helpful.
From optimizing individual parts to optimizing the whole: A new perspective emerged that allows us to view the layout from a broader perspective.
Mr. Sato: I was originally in the casting technology department, but I had never considered the overall layout of the factory. After introducing Plant Simulation, I started to think about the entire factory from a bird's-eye view, and I became more aware of inefficient forklift movements.
Another benefit is that when upgrading equipment such as casting machines, we can now have discussions based on rationale, such as "This product is processed in this area, so we absolutely need a casting machine in this area."
Mr. Takano: In the casting equipment department, we compare and examine the specifications of the line configuration equipment to calculate the overall line throughput. It is difficult to accurately predict the decrease in efficiency when equipment is operated continuously based solely on empirical rules or the specifications of individual pieces of equipment, but simulations allow us to calculate the efficiency of the entire line numerically. This leads to more accurate planning and the securing of stable results.
Mr. Abe: I expect that being able to pinpoint the exact location of inventory will allow us to know in advance whether the storage area will be overflowing once we input the production plan. Being able to know in advance is a big improvement.
A powerful weapon: improving the accuracy of estimates.
Mr. Sekine: By using simulations during the estimation phase, we can accurately determine lead times and the number of casting machines required in advance. For example, if we need 1.5 machines for production capacity, we can now confidently propose to upper management that "we need 2 casting machines." Until now, estimations were based on intuition, but being able to make more reliable judgments is a great asset for the entire company.
Macnica has also advised us that "on-site improvements lead to the benefit of strengthened sales capabilities. It is important to proactively communicate this and use it to secure orders." We plan to maximize the effectiveness of Plant Simulation, going beyond general on-site improvements and DX promotion.
Turning individual improvements into overall optimization: shaping the future of the factory.
From halving the number of forklifts to adopting EVs, we are setting short-term and medium- to long-term goals.
Mr. Shimura: We will continue to work on improving the workflow of our forklifts. On the return trip after loading goods, we will have them carry other goods as well, significantly reducing the time they spend running empty. This may allow us to operate with half the number of forklifts we currently have. We would like to improve the efficiency of the entire factory, including through examples like this.
In the medium to long term, with the shift to electric vehicles, product sizes will increase even further, and we anticipate being able to streamline production to finished products without holding intermediate inventory. Eliminating the buffer of intermediate inventory will make the conditions even more challenging. However, we are confident that we can do it if we identify bottlenecks through plant simulation and take appropriate measures in advance.
Mr. Takenouchi: As the person in charge of production management, I am directly involved in the in-factory logistics that we are initially working on with the simulation. It's not enough to just run the simulation; it's crucial to figure out how to use it effectively and translate it into a return on investment (profit). We must not forget that profit is only realized after planting the seeds and growing them, and even after harvesting.

As a core factory for the group, with plans for expansion to other locations.
Mr. Shimura: Aresti Tochigi is quick to adopt new things among the factories within the group. I look forward to the future where Plant Simulation will be deployed throughout the entire Aresti Group, with Tochigi serving as the core factory. I am confident that if we can make full use of the tool within the next two years, it will contribute significantly to profits. I am grateful to Macnica for their deep understanding of the realities on the ground and for their support. We will continue to strengthen our collaboration and envision a valuable future for our factories.

- Business
- Die-cast product manufacturing, machining, parts assembly, etc.
- Established
- March 1971
- Number of Employees
- 444 people (as of the end of March 2022)
PRODUCT/SERVICE
Click here for products and services related to this case study
Siemens Tecnomatix "Plant Simulation"
Siemens Plant Simulationはモノ・人の流れをシミュレーションし、工場のKPIを見える化・最適化することができます。生産性の向上、設備・人の稼働率向上、ボトルネックの発見と改善、在庫の削減を実現します。
CONTACT
Please feel free to contact us with any inquiries regarding this case study or product implementation.